Application and research of automation equipment technology in electrochromic glass production.
Modern high-rise buildings use a large number of glass curtain wall structures. Ordinary glass is difficult to control the transmission and reflection of light, and cannot achieve the effect of heat insulation. Electrochromic glass is considered to be one of the preferred solutions for building energy conservation. Electrochromic glass can also be used in high-end automobiles, aerospace, high-speed rail, goggles, and other fields. In the global environment of energy conservation and emission reduction, the development of electrochromic glass has broad prospects. In 2022, the global electrochromic glass market size reached 15.954 billion USD, and there is still a big gap in the advanced level. The production of large-area electrochromic glass is not yet large-scale in the developing country, and the production line is often dominated by manual labor. The production capacity and quality are limited by high-end equipment. In today's rapid development of intelligent factories, integrating automation equipment into the electrochromic glass production line is of great significance to expanding the production capacity of electrochromic glass, improving the quality of electrochromic glass, and reducing labor costs. This article will analyze the structure and production process of photochromic glass, use the corresponding automation equipment to connect it in series into a complete automated production line and study and analyze the difficulties and innovations.

Figure 1 The electrochromic glass
1. The structure and manufacturing process of electrochromic glass
The basic structure of electrochromic glass is composed of two glass substrates and five layers of thin film materials sandwiched between them, namely a transparent conductive layer (TC layer), ion storage layer (CE layer), ion conductor layer (IC layer), and electrochromic layer (EC layer). The structure diagram is shown in Figure 2.
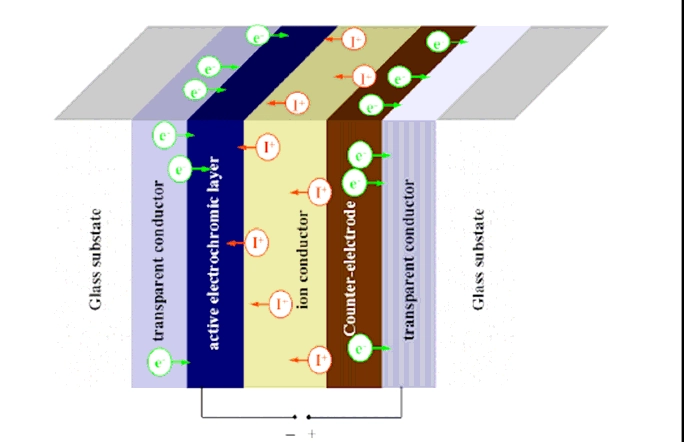
Figure 2 Structure diagram of electrochromic glass
Taking a photochromic glass production and research enterprise as an example, the process steps of most companies in the industry to produce photochromic glass are shown in Figure 3.
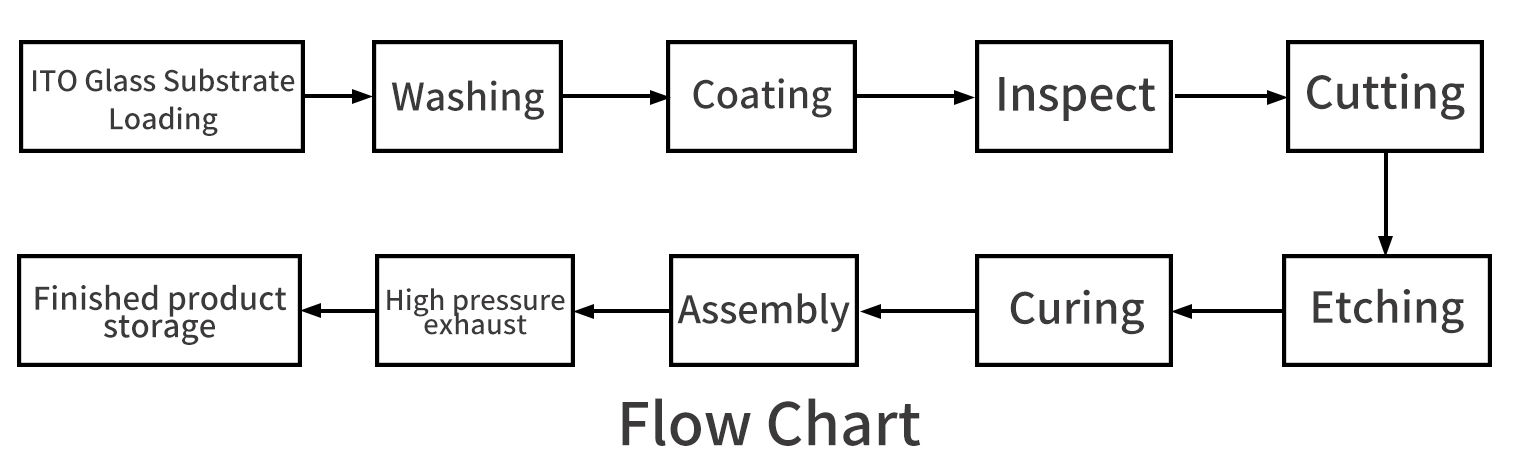
Figure 3 Process flow chart
When manually producing large-area photochromic glass, it is easy to leave marks through manual handling between each process, affecting the quality of the finished glass; at the same time, the thickness of ITO glass is between 0.55 and 1.1 mm. When large-area glass is transported and operated, it is very easy to damage the glass manually, resulting in material waste. ITO glass has a high cost and the economic loss caused by damage is large, so it is particularly important to introduce automated equipment to connect the entire electrochromic glass production line.
2. The overview of automated equipment for electrochromic glass production line
Automated equipment used for electrochromic glass production line can be roughly divided into three categories:
The first category is process equipment, such as washing machines, coating machines, laser cutting machines, etching machines, curing cabinets, autoclaves, etc. This type of equipment is necessary for the production of color-changing glass. There is relatively mature special equipment in the industry, which is not within the scope of this article.
The second category is transition and connection equipment. This type of equipment is used to connect various process equipment in series, reduce manual participation, and improve product quality. It is a key equipment for the development of production lines from semi-automatic to fully automatic.
The third category is the overall scheduling control system. The system can detect and control various process equipment and transition connection equipment and coordinate the scheduling of various process equipment and transition connection equipment according to the process flow so that each equipment can cooperate closely and greatly improve production efficiency.
According to the process flow of a certain color-changing glass production and research enterprise, the layout of the entire electrochromic glass automation production line and its supporting automation equipment was planned. The correspondence between each process and the corresponding equipment is shown in Table 1.
Table 1 Equipment used in each process
| No. | Process | Equipment |
| 1 | ITO glass paper removal before loading | Paper removal robot |
| 2 | ITO glass loading | Loading robot |
| 3 | ITO glass loading-conveying in cleaning room | AGV (automatic guided vehicle) |
| 4 | Cleaning | Cleaning machine and automatic docking equipment for cleaning machine |
| 5 | Cleaning-coating loading | Transfer robot and flip loading rack |
| 6 | Coating-inspection conveying | AGV |
| 7 | Inspection-conveying in laser cutting room | AGV |
| 8 | Laser cutting | Laser cutting machine and automatic docking equipment |
| 9 | Cutting-conveying in etching room | AGV |
| 10 | Etching | Etching machine and automatic docking equipment |
| 11 | Etching-conveying in curing room | AGV |
| 12 | Curing | Curing cabinet and automatic docking equipment |
| 13 | Curing-conveying in assembly room | AGV |
| 14 | Assembly | Assembly robot and auxiliary equipment |
| 15 | Assembly assembly-conveying in autoclave | AGV |
| 16 | High-pressure exhaust | Autoclave |
| 17 | Autoclave-conveying in finished product storage room | AGV |
| 18 | Finished product storage | Automatic buffer rack |
AGV (Automated Guided Vehicle) is used for transportation between each process of the production line, which reduces manual handling. Raw materials, finished products, and autoclaves are located in non-clean areas, and other process equipment are located in clean areas with different cleanliness requirements. To ensure the cleanliness requirements of the clean area, AGVs should enter and exit the clean area as little as possible, so two AGVs are set up, one mainly works in the non-clean area, and the other only works in the clean area. At the same time, to meet the cleanliness requirements, all equipment should use stainless steel and clean room special parts as much as possible to ensure cleanliness. The transmission parts of the equipment should be well sealed to prevent the leakage of lubricating oil, coolant, etc. from contaminating raw materials, semi-finished products, finished products, packaging containers, and materials.
Since most of the process equipment was not designed for full automation, to achieve full production line automation, it is necessary to design a separate transition connection equipment to connect with the process equipment, such as the automatic connection equipment for loading and removing paper robots, coating machines, cutting machines, and washing machines mentioned in Table 1.
3. The introduction to the automation equipment of the electrochromic glass production line
3.1 Paper removal and loading robot
The raw material glass of this production line is purchased from ITO glass. When the glass is delivered, anti-mildew paper is laid between the glass to prevent adhesion and scratches. Therefore, before loading the glass onto the production line, the paper between the glass must be removed by the paper removal robot. The paper removal robot consists of a robot body and a paper removal gripper.
There are small suction cups and a paper-pressing mechanism on the paper removal gripper. The small suction cup sucks the edge of the paper to expose the glass part and then presses it with the paper pressing mechanism. At this time, the loading robot grabs the glass through the loading gripper, and the paper removal robot pulls out the paper at the same time. The loading robot then puts the glass on the docking conveyor line. The two robots cooperate to complete the loading operation of the raw glass.
3.2 AGV transport cart
The AGV transport cart can carry glass with a maximum size of 1.5m*1.1m. It can automatically connect with the automatic docking rollers at the incoming materials, cleaning machine, coating machine, laser cutting machine, curing cabinet, etching machine, etc. to complete the flow of glass between various process equipment. The AGV mobile chassis adopts a double steering wheel structure, which allows the AGV to have a smaller turning radius and greater flexibility. It can move freely in a small clean room. It uses a navigation method that combines QR code and laser navigation to achieve precise positioning. The AGV is also equipped with an automatic charging mechanism, which can automatically charge at a fixed charging pile during idle time under the scheduling of the scheduling system.
3.3 washing-coating area docking equipment
When the glass comes out of the cleaning machine and is loaded on the coating machine, it is necessary to complete the actions of removing the glass from the washing machine, installing it on the coating tooling, and then sending the tooling into the coating machine. Manual operation makes it easy to damage the glass, and two people are required to cooperate. After adopting the automation equipment technology, the connection equipment first uses a roller to dock the washing machine, leaving space for the robot to grab the glass on the lower surface (the process requires that the upper surface of the glass cannot be touched). At the same time, a robot is configured to grab the glass, which can transfer the glass from the washing machine to the coating loading tooling. The tooling needs to be locked by rotating the knob, so a small robot with a locking device is configured to complete this action. After the tooling is assembled, the tooling is turned up by a turning table, and the conveyor roller on the turning table is used to vertically send the tooling into the coating machine.
3.4 Curing cabinet docking equipment
There is a multi-layer glass bracket in the curing cabinet, which can cure 4 large glasses or several small glasses at a time. After the introduction of automation equipment, the equipment adopted a combination of belt conveyor rollers and cantilever frames that can be lifted and lowered and moved forward and backward. The belt conveyor roller is responsible for docking the glass with the AGV. The cantilever frame takes the glass and sends it to the corresponding placement layer in the curing cabinet bracket.
3.5 Assembly equipment in the assembly area
The assembly area is responsible for combining the ITO glass, film, substrate glass, etc. after coating and curing into the finished color-changing glass. The assembly equipment in the assembly area is shown in Figure 3. It is necessary to carry out complex operations such as moving glass, laying rubber strips, and plastic paper, and vacuuming. This workstation is completed by manual and machine cooperation. The assembly robot is responsible for the transportation of glass. The assembly roller composed of the mobile transfer table, the translation slide, and the lifting mechanism is responsible for providing the robot with the manufacturing space for taking the film down and isolating the manual operation area and the robot work area. It is the main working platform for manual operation to assemble the glass into finished products. Two docking rollers are responsible for docking with AGV and connecting glass.
3.6 Other auxiliary automation equipment and control systems
Other auxiliary automation equipment includes automatic buffer racks and docking rollers for various process equipment, which also play an important role in transition connection. The control system is divided into the AGV scheduling system and the equipment control system. The AGV scheduling system consists of an AGV wireless communication unit and a host computer. The AGV is equipped with a wireless communication unit, which can realize communication between AGVs and communication with the host system. The AGV system uses an industrial PC to monitor the AGV. The display screen of the upper system can display information such as the AGV's operating position and fault status. On intersecting lines, the AGV wireless communication system sets up traffic control and path optimization selection to allow the two to pass in an orderly manner, avoid collisions, and ensure safe operation. At the same time, the upper computer can communicate with the equipment control system through profinet, receive signals of the equipment's working status in real-time, and dispatch the AGV to the corresponding equipment to work according to the preset process flow. The equipment control system can control the start and stop of the corresponding process equipment and transition equipment and can detect the working status of the corresponding equipment and the glass position in real time to communicate with the AGV scheduling system.
4. The project application
Based on the above design analysis and multiple discussions, the design was finally put into production in the color-changing glass production enterprise. After production testing, each automated equipment in the actual application can achieve the design effect, partially or completely replacing manual operations. It greatly improves the product yield and saves labor costs. Its performance meets the design requirements.
5. The conclusion
The application of automation equipment in the color-changing glass production line is a new attempt at non-standard automation equipment in a new field. Under the new requirements of vigorously developing Industry 4.0 and smart factories, we need to keep pace with the times and be brave to try, apply modern equipment and software means to new industries, promote the accelerated incubation of industries, and promote the continuous improvement of production efficiency and product quality.
For more information about LIJIANG Glass insulating glass processing equipment and insulating glass processing accessories, please click here to learn more.


