LJST02A Manual Insulating Glass Two-Pump Sealant-Spreading Machine
LJST02A Manual Insulating Glass Two-component Sealant Sealng Machine is a two-component sealant sealing machine produced with the latest domestic technology. It is suitable for sealing and bonding insulating glass, curtain wall glass, and mechanical manufacturing. The A-component glue pump and the B-component glue pump adopt hydraulic systems and The pneumatic drive system is sensitive and reliable in commutation, and its convenient and unique ratio adjustment mechanism guarantees to limit the nearly stringent ratio requirements of the two-component glue, continuous and uniform glue output, good glue coating effect, and high production efficiency.
- Vendor: LIJIANG Glass
- Shipping:
Learn More
LJST02A Insulating Glass Two-Pump Sealant-Spreading Machine
Product Description

The LIJIANG Glass LJST02A Two-component Sealant-spreading Sealng Equipment is a two-component sealant sealing machine produced with the latest domestic technology. It is suitable for sealing and bonding insulating glass, curtain wall glass, and mechanical manufacturing. The A-component sealant pump and the B-component sealant pump adopt hydraulic systems and The pneumatic drive system is sensitive and reliable in commutation, and its convenient and unique ratio adjustment mechanism guarantees to limit the nearly stringent ratio requirements of the two-component sealant, continuous and uniform sealant output, good sealant coating effect, and high production efficiency.
Specification
Item. | Spec. |
| Dimensions | 1350mm*900mm*2500mm |
| Pneumatic system pressure | 0.5-0.8MPa |
| Power supply | 1.6Kw 380V or 220V |
| Component A barrel | 50 gallon |
| Component B barrel | 5 gallon |
| Plastic extrusion pressure | 20MPa |
| Mixing ratio | 6:1-14:1 |
Main Product Structure
- The two-component sealant applicator mainly includes component A squeeze pump, component B squeeze pump, A sealant pump travel assembly, B sealant pump travel assembly, high-pressure plunger pump (proportional pump), ratio adjustment mechanism, mixed coating It is composed of a sealant system, pneumatic control system and hydraulic control system.
- The squeezing pump of component A is driven by a hydraulic system, and the squeezing pump of component B is driven by a pneumatic system. The sealant of component A is sucked in and increased to high pressure. The sealant of component B is sucked in and sent to the high-pressure plunger pump for boosting. The flow rate of the sealant of components A and B is adjusted by the ratio adjustment mechanism and then sent to the mixer at the same time to fully mix. After arriving at the sealant spreading gun.
- Component B sealant is equipped with a high-pressure ball valve (return valve) to relieve pressure during sealant flushing. A one-way valve is installed at the front end of the curing agent hose to prevent components A and B sealant from interlocking and solidify the channel.
- Adjustment of the allocation ratio of groups A and B Different two-component adhesives have different mixing ratios, which should be carried out in strict accordance with the technical requirements, so as not to affect the performance and engineering quality of the adhesive. The mixing ratio can be changed by adjusting the position of the slider on the connecting rod. When the ratio reaches the requirement, tighten the slider nut.
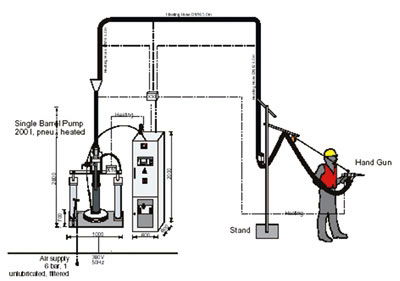 Figure 1 The main structure of Insulating Glass Two-Pump Sealant-Spreading Machine
Figure 1 The main structure of Insulating Glass Two-Pump Sealant-Spreading Machine Benefits & Advantages
- The pure pneumatic control of LJST02A high-energy two-component sealant sealing dispenser mainly consists of the base material pump, curing agent pump, proportional pump, base material pump lifting system, ratio adjustment structure, glue mixing system, and pneumatic system.
- The base material pump, curing agent pump, and proportional pump all use special high-pressure plunger pumps, two-way equal feeding, and the base material pump and curing agent pump are driven by a pneumatic motor. Both are supplemented with a pressurized supply pressure plate to fully ensure the full cavity delivery of high-viscosity fluids. The base material is pressed and increased to high pressure, the curing agent is pressed and pressurized, and then sent to the proportional pump. The flow of the curing agent is controlled by the ratio adjusting mechanism. After adjustment, the two components are fed into the mixer at the same time, and reach the glue gun after being fully mixed.
- Both the lower outlet of the curing agent filter and the inlet of the mixer are equipped with high-pressure ball valves for flushing and pressure relief. The mixer is equipped with a one-way needle valve, which not only makes the mixing more uniform but also can effectively prevent the two groups The parts flee each other, solidifying the channel and blocking it.
- The lifting system adopts manual valve control. The ratio of the two components can be adjusted by adjusting the position of the slider on the swing rod. When the required scale is reached, the nut can be tightened. The operation is simple and convenient.
Services
Pre-Sales Service
1. Free inquiry and consulting support.
2. Free sample-making support.
3. Manufacturing process inspection.
4. Free quotation.
5. Troubleshooting.
After-Sales Service
1. Offering the specifications for the entry-level glass deep-processing machine with 1 years warranty.
2. English software, user manual, and engineer guide.
3. 7/24 technical support by email or call, if you have any problems, we will help you to solve them within 12 hours.
4. During the warranty period, if any part is broken, we will provide it for free.
5. Free remote service and support, if it is necessary, our engineer will come to your country for training.
6. 7 working days to produce the machine, in the meanwhile, we will report the production process in time.
FAQs
1. Is it easy to operate for a beginner?
We provide an English manual or live video guide that will show how to set up and use the machine. Whether you are a beginner or an expert, you can quickly learn to operate. If you still have any problems, please contact us directly via calling or mailing.
2. How to choose the right entry-level glass deep-processing machine?
Yes, to give you a suitable entry-level insulating glass producing machine, please tell me the max working area, materials for processing, and the thickness for the materials to be cut. Then an affordable glass deep-processing machine will be recommended to fit your requirements.
3. If the glass deep-processing machine have any problem after I ordered it, what could I do?
3.1. Free parts will be sent to you in the warranty period if the machine has any problem.
3.2. Free after-sales service life for the machine, please feel free to contact us if you have any problems.
3.3. We will offer 7/24 free service and support by phone, WhatsApp, skype, and mail.
4. What about quality control?
The whole production procedure will be under regular inspection and strict quality control. The complete machine will be tested to make sure it can work very well before being out of the factory. The testing video and pictures will be available before delivery.
5. What about the MOQ?
Our MOQ is 1 set glass deep-processing machine. We could send the glass deep-processing machine to your country port directly, please tell us your port name. There will be the best shipping freight and machine price for you.
6. What about the payment terms?
6.1. 30% by T/T in advance, 70% by T/T before shipping.
6.2. L/C is acceptable, if the amount is big, please issue the draft for our confirmation at first.
7. What about the delivery terms?
We will arrange the delivery on the terms we both agreed upon after the confirmation by the buyer. For standard machines, it would be 7-10 days. For special ordered machines, it would be 15 to 30 days depending on the factory arrangement.
8. What about the packing?
Waterproof plastic film package with foam protection in each corner. Plywood case package with steel belt. It saves space as much as possible for container loading.
9. What about the documents after shipment?
After shipment, we will send original documents to you by DHL which include the packing list, commercial invoice, bill of landing, and other certificates as required by clients.
International Shipping Around the World
All the glass deep-processing machines can be shipped worldwide by sea, by air, or by international express logistics via DHL, FEDEX, UPS. You are welcome to get a free quotation by filling up the form with your name, email, detailed address, product, and requirements, we will shortly contact you with the full information including the most suitable delivery method (fast, secure, discreet) and freight.
Common problems and solutions in the insulating glass injection process
Insulating glass sealant is the main factor that determines the performance of insulating glass. However, to obtain high-quality and reliable insulating glass, it is not enough to just choose a sealant with excellent quality and performance. Another important link is the sealant injection process in actual production, which determines The overall quality of insulating glass products.
Double-pass sealant for insulating glass has strict construction methods and requirements, as follows:
1. The first seal: hot melt butyl extruder sealant
Butyl extruder sealant is the first seal of grooved aluminum double-channel insulating glass. It is a hot melt adhesive with very low water vapor transmittance (the lowest among insulating glass sealants) and high viscosity. It is the most effective barrier to block water vapor between the side of the aluminum strip and the glass; it realizes the positioning and assembly of the spacer frame and the glass and provides the basis for the application and curing of the second sealant and the forming of the insulating glass.
The first sealant injection process
- On-site inspection: Open the package and check whether there are any obvious particles and debris.
- Clean the base materials required for insulating glass processing
- Adjust the extrusion temperature of butyl extruder sealant according to different construction environments, and adjust the extrusion pressure of butyl extruder sealant according to the sealant coating speed and sealant output.
- Apply sealing. Before applying the sealant, drain the air in the cylinder of the butyl extruder coating machine. During the sealant coating process, carefully check whether the butyl extruder coated on the aluminum spacer is broken, bubbles, and impurities and whether it is evenly coated. If necessary, Reapply or re-adhesive.
- Combined film
- Enter the second seal.
2. Second seal: two-component silicone sealant or polysulfide or polyurethane sealant
The second sealant not only bonds the glass and spacer frame as a whole but also plays an auxiliary role in elastic recovery and buffering edge stress. To improve the performance and sealing life of insulating glass, the sealant must have good adhesion, excellent structural strength and elasticity, and excellent weather resistance.
The injection process of the second sealant (taking a two-component silicone sealant as an example)
- On-site inspection: butterfly test to check the mixing uniformity of the silicone sealant; pull-off time test, the pull-off time is related to the mixing ratio of the AB component, and can also provide the working time of the sealant and the deep curing time inside the sealant Reference; Peel adhesion test to test the adhesion of the sealant to the actual substrate.
- Cleaning required for substrate insulating glass processing
- Mix components A/B strictly by the ratio provided by the manufacturer, and mix thoroughly. If it is a manual operation, do not mix too much sealant at one time to avoid premature curing and affecting the bonding strength.
- Inject the sealant. You can use a two-component sealant machine or manual sealant application. When using a insulating glass sealing robot machine, the insulating glass sealing robot machine should be equipped with an A/B component sealant supply pressure indicator. The sealant dispensing pressure is continuously adjustable and evenly injected into the glass sealing area. Both sides of the spacer frame are filled. In the sealant injection process, the injection amount of the second sealant should be observed at any time to ensure that the sealant is fully in contact with the butyl extruder and flush with the edge of the glass. There should be no air passages or bubbles in the middle, and the sealant depth should meet the requirements.
- Resting and maintenance. The glass components that have been filled with sealant are moved to a resting place promptly for maintenance. The required temperature is 10-35 degrees Celsius, the relative humidity is 35% to 75%, there is no oil stain, and there is no large amount of dust. The glass components can be moved after being left for three to five days. Transportation, installation, and construction should be carried out only after the total maintenance period reaches 14 days.
3. Typical problems and solutions that occur during the use of insulating glass sealant
Sealant construction is a complex process involving many factors: base material performance, weather during construction, working environment, construction equipment, construction personnel, etc. Therefore, various construction problems often occur. Here are some typical cases in production.
3.1 The bonding of the glass part is not ideal
- Whether compatibility testing has been done in advance according to specifications
- Carry out a peel adhesion test if the curing time is short, and the curing temperature is low (especially in winter)
- The air pressure of the pump is insufficient, resulting in uneven sealant mixing and poor bonding effect. At the same time, it is easy to cause insufficient pressure on the gun head and the sealant seam made is not dense (not dense enough).
- Equipment failure causes poor sealant mixing effect. If the cylinder seal of the sealant machine is worn, it will cause an inconsistent curing agent to be mixed into the sealant, the working stroke of the AB pump will be out of sync or mismatched, and the AB components will be mixed unevenly, resulting in fish sealant. Some of them cannot be detected when the sealant has just been applied. When the sealant dries, the fish maw will be visible through the glass. You can use the continuous extrusion test to judge, that is, punch a snake-shaped sealant back and forth on a flat plate for three to five minutes, let the pump run for at least 2 cycles, and check whether there are any abnormalities (the so-called softer).
- Mixing AB sealant from different manufacturers
- The solvent does not meet the requirements or is not completely dry. One thing that needs special attention is that during the curing stage of the sealant, the curing of the sealant and the establishment of the adhesiveness of the sealant are independent. That is to say, just because the sealant reaches complete curing, it does not mean that the sealant and the substrate have established complete adhesion. This is especially obvious for two-component products. It is therefore important that sufficient time is allowed to establish adhesion before the glass unit is subjected to stress.
3.2 There is a problem with particles after mixing, which can easily cause gun clogging.
- During the sealing process, the interruption time is relatively long, or multiple accumulations occur, and the cleaning is incomplete at the end of sealing. Especially in summer when the temperature is high, the sealant solidifies quickly. As for how long the interruption should be before sealing, it is recommended that the breaking time be measured before sealing every day based on the different temperatures and humidity every day. In addition, today's customers often require fast sealant curing time, and a longer interruption time may easily cause particles to appear.
- The air pressure of the AB component is insufficient, resulting in uneven mixing, slow sealant dispensing, and easy generation of particles.
- Component B has not been inspected and cleaned. Component B is relatively sensitive to water vapor. Due to accidental factors such as transportation and storage environment, the surface of component B may be crusted. Pressing the crusted part into the pipe will easily produce particles. The simple treatment is to use a scraper to remove the crusted material. Clean it off without affecting the effectiveness of the sealant.
- The filter screen and one-way check valve have not been cleaned for a long time. The filter screen and one-way check valve use ordinary mechanical seals, which will easily produce particles over time. It is recommended to clean the filter screen, one-way check valve, static mixer, and sealant gun regularly.
- The O-ring on the B component pressure plate has become loose after being used for a long time. The B component is easy to remain in the gaps. The B component is easy to form particles when it encounters water vapor. This situation is not easy to notice at ordinary times.
3.3 Bubble problem
The two-component silicone sealant reacts after mixing, turning the paste into an elastic rubber body. During this process, a small amount of small molecule gas will be released. This process is relatively complicated. Silicone sealant before curing is extremely susceptible to the influence of the external environment and mixing uniformity, creating opportunities for various blistering phenomena. Therefore, it is sometimes difficult to use one method or one result to determine the cause of blistering. Under normal circumstances, silicone becomes a dense elastic rubber body after curing. Most bubble problems occur due to problems with the maintenance environment, operating specifications, and the use of silica gel and machines.
- Maintain the environment. Some users are exposed to the sun due to site constraints, etc. As a result, some bubbles appear like honeycombs, and some burst directly and are relatively large. The reason is that when exposed to the sun and the temperature is high, the surface of the sealant joint is easy to crust and solidify. The small molecular gases generated during internal solidification have no time to be released and gather into larger bubbles. The intuitive manifestation is that the outside of the sealant joint bulges.
- In an environment with high humidity and low temperature, a layer of water vapor that is difficult to see is likely to remain on the surface of the sealantd glass. This situation is likely to occur at a certain time and does not happen often.
- When changing the barrel, the air mixed in the barrel and the rubber surface is not discharged cleanly.
- The O-ring on the B component pressure plate has become loose after being used for a long time.
- The density of sealant. If the pressure of the gun tip is not enough, air will easily get trapped in the sealant seam.
- Equipment failure. If there is air leakage in the two-component sealant machine, the stroke of the working pump of the AB component is out of sync, especially at the first moment of tying. The pressure of the A pump is often greater, and the mixed sealant is thinner than normal. Some parts even collapsed.
- Mix AB components from different manufacturers.
- The solvent does not meet the requirements or is not completely dry.
In summary, the performance and life of insulating glass have a great relationship with the selection and construction of the secondary sealant. Therefore, correct sealing design, reasonable selection of sealant, and standardized construction are the keys to obtaining excellent thermal insulation for insulating glass. , sound insulation, energy saving, and service life are important guarantees for performance.


