LJ3622 Flat Glass Tempering Production Line
LIJIANG Glass Flat Glass Tempering Production Line heats the flat glass and then rapidly cools it to form compressive stress on the surface of the cooled glass and tensile stress inside the glass, thereby increasing the strength of the glass and turning ordinary annealed glass into tempered glass. The glass tempering equipment is mainly composed of four parts: discharge section, convection heating section, flat tempering section, and take section, as well as high-pressure centrifugal fan, air supply pipe, air collecting box, air circuit, electrical control cabinet, operating table, etc.
- Vendor: LIJIANG Glass
- Shipping:
Learn More
LJ-3622 Flat Glass Tempering Production Line
Technical Specification
| Equipment name | Horizontal Roller Hearth Flat Glass Tempering Furnace with Vortech Convection System |
| Model | LJ3622 Flat Glass Tempering Production Line |
| Dimension | 18500mm*7000mm*6500mm (blower placed on the Top) |
| Maximum loading area | 3600mm*2200mm |
| Processing thickness | 5mm~19mm |
| Maximum processing size | 2500mm*1200mm(5.0mm) |
| Minimum processing size | 300mm*100mm |
| Installed power | 630Kw |
| Power | 380V 50Hz 3P |
| Guarantee period | One year for non-wearing parts and components |
| Reference container quality | 4*40HQ container |
Description of main components of equipment
1. Loading and unloading tables
The loading and unloading tables are similar in structure, and are composed of customized steel frame. it is equipped with cylinder transmission mechanism lifting table, which can lift synchronously and stably, and is equipped with universal wheel. The roller is composed of rubber roller and rope roller. High quality coating is used to ensure that the glass surface is not scratched.
In terms of transmission control, the stepping time is adjustable, the conveying speed is adjustable, the furnace feeding interval is controllable, and the sensitive glass detection device is equipped.
 Figure 1 The loading and unloading table of tempering glass machine 1
Figure 1 The loading and unloading table of tempering glass machine 1
The loading and unloading tables are made of rubber-covered and Kevlar-rope rollers. When the glass is put onto the rollers, the glass will be conveyed automatically to the entrance of the furnace where it will be in the ready-to-enter position, and the rollers will then stop moving. It will send the glass into the furnace once the computer control system gives enter command. The unloading table is the similar as the loading table. When the glass is transported to the end of the conveyor, the rollers will stop, and the glass can be taken away by hand, or by robot, if there is available at the customer’s factory.

2. The heating system
The structure of the heating section is of a double-layer box type covered with thermo-insulating material. Inside this section there is a conveyor system with high temperature resistant ceramic rollers, which are imported from well-known manufacturers. Heating elements are installed on the upper layer and lower layer of this section, and the “Exposed Matrix Heating Design” is adopted.
Compared with the traditional “radiant plate heating design”, this matrix system can improve the LIJIANG Glass temperature uniformity and heating efficiency in the furnace, and the heating elements are easy toreplace. [The inside of the upper layer of the heating section is covered of 310S stainless steel with strong corrosion resistance. The insulation layer is made of high-quality aluminum silicate plate.
After scientific sorting and six side polishing, it has better heat storage capacity, can greatly improve the heat utilization efficiency. The heating section can open and close, and the upper heating section can be raised by the electric screw lifting device.
 Figure 3 The heating system of tempering glass machine 1
Figure 3 The heating system of tempering glass machine 1
In the production process, before the glass enters the heating section, the front door of the heating section opens, the rollers of the loading table and the ceramic rollers of the heating section rotate at the same time, and the glass will be conveyed into the heating section. When the glass completely enters the furnace, the front door will close automatically, and the glass will oscillate back and forth at a distance calculated automatically by the control system to ensure that the glass can be heated evenly. After heating, the back door will open and the ceramic rollers will convey the glass to the cooling system for tempering and cooling.
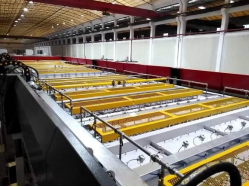
3. The flat cooling section
The alloy sections and steel sheet that we are using are tempered metals to avoid any possible deformation due to heat welding. And this ensures effective air distribution. Rational nozzle aperture and arrangement of air hole guarantee the glass even cooling. The upper and lower quenches are linked and combined with individual drives, which can actually control the accurate height for air nozzle of quenches.
Matched with balance control of upper and lower air amount, the top and bottom of the glass can get the best air pressure in both sides, so as to ensure the flatness of tempered glass.
 Figure 5 The flat cooling section of tempering glass machine 1
Figure 5 The flat cooling section of tempering glass machine 1
 Figure 6 The flat colling section of tempering glass machine 2
Figure 6 The flat colling section of tempering glass machine 2
4. The electric control system
The control system includes the followings: Process parameters storage and recall, such as glass thickness, size, color, glass type and maybe different sources of float glass and etc. Whenever you temper a new order for different thickness, size, color, type, source and etc., you just enter the process parameters, and the system will save these process data. Next time, when you have the same order, you can re-call the data, and the machine will automatically use the stored processing data to produce.
- Taiwan Advantech industrial control computer (IPC) and I / O output control card are adopted.
- The temperature acquisition accuracy is within ±2℃
- One-click restoration function of control system
- Automatic preheating function
After the shift of a day, the furnace will be in the stand-by status; an average of 15°C/hour will be lost in normal weather conditions. The ceramic rollers will be kept running. And ahead of workingtime on the next morning, the system can start automaticaly to heat up to the desired working temperature until the operator begins the production. This needs around 30min.
Main drive control system is accomplished by the inverter system, which is controlled by computer. Control for roller driving system. (Note: the driving belt mode for the heating section adopts [round belt] and for the quenching adopts [round belt] mode)
The main screen page displayed on the monitor during normal production. The contents displayed directly in English (or other available languages) are for the status of glass in the furnace, driving system, temperature at each zone, time of heating, quench and cooling, set point of fans and length sum of pieces of glass in the furnace. This screen is for the operator’s notice.
The process parameter screen records when the button is pressed by the operator, temperature set point of upper and lower furnace, pressure set point of fans, quench time and cooling time set point. These screens are frequently used for normal operation. Maintenance screen is used by maintenance people to test every part of the system. System parameter screen is used by the manufacturer, in order to test the machine, it is not for any other people using, and otherwise the machine may be damaged. The system also has some supplementary screens. PLC has reserved communication interface, which provides possibility for future factory automation upgrade.
 Figure 7 The PLC contorl system of tempering glass machine
Figure 7 The PLC contorl system of tempering glass machine
5. Vortech convection system
Vortech convection system is our unique top convection system. The air is blown out from the Vortech Blower and heated by the heat circulation system and the waste heat in the furnace, and the hot air flow brings the heat directly to the glass surface. Combined with the “Exposed Matrix Heating Design” and refined diversion design, the production time of 6mm double silver Low-E glass can reach 280 ~ 300s / batch.
A perfect convection system, with the lowest power consumption and maintenance cost when we compare it to other competitors. The convection system has mature design, stable structure, with convenient daily maintenance.
 Figure 8 The vortech convection system of tempering glass machine
Figure 8 The vortech convection system of tempering glass machine
Equipment Main Parts List
Main parts | Amount | Specifications |
Loading table | 1 set | - |
Unloading table | 1 set | - |
Heating section | 1 set | - |
Vortech convection system | 1 set | 1 set of 15KW high-speed Vortech Blower + 15KW Inverter |
Cooling section | 1 set | - |
Cooling air supply system | 1 set | 200KW Centrifugal Blower + 200KW Inverter |
Electric control system | 1 set | - |
UPS uninterruptible power | 1 set | - |
Outer cover | 1 set | Red/Blue/White |
Overall bow | The bending of four sides and diagonal shall meet the following requirements | ||
Classification | Thickness (mm) | Standard | |
Float glass | 5 | ≤0.15 | |
6~19 | ≤0.12 | ||
Low-E glass | 5~6 | ≤0.15 | |
8 | ≤0.12 | ||
Local bow | Classification | Thickness (mm) | Standard |
Float glass | 5~6 | ≤0.12/300mm | |
8~19 | ≤0.12/300mm | ||
Low-E glass | 5~6 | ≤0.15/300mm | |
8 | ≤0.12/300mm | ||
Remark: Excluding 200mm area from glass four edges | |||
Fragmentation | Both parties shall inspect and confirm that the particle size of 2-3 pieces of glass used for testing above shall meet the construction industry standard GB 15763.2-2005, EN12150, ANSI Z97.1-2004 | ||
Production rate | Float clear glass ≥ 98% Low-E glass ≥ 97% | ||
Services
Pre-Sales Service
1. Free inquiry and consulting support.
2. Free sample-making support.
3. Manufacturing process inspection.
4. Free quotation.
5. Troubleshooting.
After-Sales Service
1. Offering the specifications for the entry-level glass deep-processing machine with 1 years warranty.
2. English software, user manual, and engineer guide.
3. 7/24 technical support by email or call, if you have any problems, we will help you to solve them within 12 hours.
4. During the warranty period, if any part is broken, we will provide it for free.
5. Free remote service and support, if it is necessary, our engineer will come to your country for training.
6. 7 working days to produce the machine, in the meanwhile, we will report the production process in time.
FAQs
1. Is it easy to operate for a beginner?
We provide an English manual or live video guide that will show how to set up and use the machine. Whether you are a beginner or an expert, you can quickly learn to operate. If you still have any problems, please contact us directly via calling or mailing.
2. How to choose the right entry-level glass deep-processing machine?
Yes, to give you a suitable entry-level insulating glass producing machine, please tell me the max working area, materials for processing, and the thickness for the materials to be cut. Then an affordable glass deep-processing machine will be recommended to fit your requirements.
3. If the glass deep-processing machine have any problem after I ordered it, what could I do?
3.1. Free parts will be sent to you in the warranty period if the machine has any problem.
3.2. Free after-sales service life for the machine, please feel free to contact us if you have any problems.
3.3. We will offer 7/24 free service and support by phone, WhatsApp, skype, and mail.
4. What about quality control?
The whole production procedure will be under regular inspection and strict quality control. The complete machine will be tested to make sure it can work very well before being out of the factory. The testing video and pictures will be available before delivery.
5. What about the MOQ?
Our MOQ is 1 set glass deep-processing machine. We could send the glass deep-processing machine to your country port directly, please tell us your port name. There will be the best shipping freight and machine price for you.
6. What about the payment terms?
6.1. 30% by T/T in advance, 70% by T/T before shipping.
6.2. L/C is acceptable, if the amount is big, please issue the draft for our confirmation at first.
7. What about the delivery terms?
We will arrange the delivery on the terms we both agreed upon after the confirmation by the buyer. For standard machines, it would be 7-10 days. For special ordered machines, it would be 15 to 30 days depending on the factory arrangement.
8. What about the packing?
Waterproof plastic film package with foam protection in each corner. Plywood case package with steel belt. It saves space as much as possible for container loading.
9. What about the documents after shipment?
After shipment, we will send original documents to you by DHL which include the packing list, commercial invoice, bill of landing, and other certificates as required by clients.
International Shipping Around the World
All the glass deep-processing machines can be shipped worldwide by sea, by air, or by international express logistics via DHL, FEDEX, UPS. You are welcome to get a free quotation by filling up the form with your name, email, detailed address, product, and requirements, we will shortly contact you with the full information including the most suitable delivery method (fast, secure, discreet) and freight.
The operating skills of the Soos tempering furnace: Part 1 The Heating
Uniform heating is a crucial factor for tempered glass, and the parameters related to heating are upper temperature, lower temperature, heating power, heating time, temperature adjustment, balance device, and forced convection (thermal circulation air) device.
1. Setting of upper and lower temperature
Due to the difference in glass thickness, the setting of the heating temperature is also different. The principle is that the thinner the glass, the higher the temperature, and the thicker the glass, the lower the temperature. The specific data are as follows: (Table 1)
Thickness Upper-Temperature Lower Temperature
3.2---4mm 720---730 degrees 715---725 degrees
5----6mm 710---720 degrees 705---715 degrees
8----10mm 705---710 degrees 700---705 degrees
12mm 690---695 degrees 685---690 degrees
15---19mm 660---665 degrees 655---660 degrees
After the heating temperature is determined, the determination of the heating time is very critical. These are two closely related parameters. The principle of determining the heating time is about 3.2-4 mm glass, and the thickness of each mm is about 35-40 seconds. 5-6 mm glass, about 40-45 seconds per mm thickness. 8-10 mm glass, about 45-50 seconds per mm thickness. For 12 mm glass, the thickness is about 50-55 seconds per mm. 15-19 mm glass, about 55-65 seconds per mm thickness. Since each unit uses different raw materials, different softening points, different colors, and the error of its thickness is also different, and the set temperature and power are also different. We can't say the heating time so accurately. Summary in practice, especially for units that have never been exposed to the tempered glass before. We have an experience for reference: when the glass breaks during the rapid cooling period after it comes out of the furnace, it means that the heating time is not enough; if there are ribs and pitting on the glass surface, it means that the heating time is too long. Please adjust accordingly.
2. Application of heating power
The heating power refers to the heating capacity of the tempering furnace, which is generally set to 100%, which has been determined at the time of design. Due to the different heating methods of the upper and lower parts, the upper part mainly relies on radiation, while the lower part relies on conduction. When the glass enters the furnace in the initial stage, the lower surface of the glass is curled due to being heated first, and as the upper temperature gradually radiates to the upper surface of the glass, the glass will gradually flatten. If the glass curls too much during these tens of seconds, there will be a white mark or light distortion in the middle of the lower surface of the glass after it comes out of the furnace. To solve this problem, in addition to setting the temperature of the lower part lower than that of the upper part, the power of the lower part should also be reduced to lower the surface temperature of the ceramic roller, so that the glass will curl less at this stage. If a large amount of glass is made after the white fog disappears, the glass may be broken, and the power can be gradually increased.
3. Application of temperature adjustment
The temperature adjustment function is set by NorthGlass after adopting matrix heating. Each heating control point can be adjusted independently. It is of great help to adjust the process of tempered glass, especially for type 5 equipment. Many, because the bending tempering of type 5 is based on the weight of the glass without pressure forming, if the radius is relatively small, the temperature in the middle needs to be increased appropriately, and the temperature at the front end can be increased if there is a crack in the front end. In addition, when making glass with a large plate surface of less than 6 mm, there may be a spherical surface in the middle of the glass, which can be solved by increasing the temperature between the upper and lower parts. Another example: Since the upper surface of the conductive film glass absorbs heat very slowly, the lower surface will absorb heat too quickly, and light distortion may appear in the middle part of the glass after it is released from the furnace. It is also necessary to reduce the power of the lower part. Due to the different ratios of the length and width of the glass, the degree of optical distortion will also be different. It is better to meet the target. The temperature adjustment function has many functions, the key lies in how to use it.
4. Heat balance device
It is a device that uses compressed air to form convection in the furnace, and can manually adjust the pressure as needed to speed up radiation and balance the temperature.
5. Forced convection (heat circulation air) device
The forced convection (thermal circulation air) device is the latest device launched by NorthGlass Group for users to choose from. Its function is to strengthen the convection in the furnace and shorten the heating time. It is an ideal device for tempering offline LOW-E glass.
6. Temperature-related glass defects and corrective methods
(1) ribs
If the set temperature is too high and the heating time is too long, the glass will have waves. This is because the heating of the glass has exceeded the critical point and the glass has begun to soften. If this defect occurs, it can be solved by shortening the heating time...
(2) pitting
Excessive heating time will also cause pitting on the lower surface of the glass. The pitting can be divided into two types, one is dense and orange peel-like, which is caused by excessive heating time, (especially if the glass is more than 12mm) For thick glass, some units set the heating time very long to prevent it from breaking,) can be adjusted according to the situation. The other is individual star-like pitting, which is caused by the dirty surface of the loading table and ceramic roller, or the failure to clean up the broken glass on the air grid roller table.
(3) white mist
White mist is a white trace in the middle of the lower surface of the glass. It usually appears in the first few furnaces of initial production. This is caused by the high surface temperature of the ceramic roller. When the glass enters the furnace within tens of seconds, the lower surface of the glass is directly subjected to heat conduction and the four corners are curled, the contact surface between the glass and the ceramic roller becomes smaller, and the friction between the glass and the ceramic roller increases, and it will disappear as the surface temperature of the ceramic roller decreases. We can set the temperature of the lower part to be lower and the power of the lower part to be lower during the initial production. In addition, continuous production must be carried out, and the furnace cannot be allowed to run dry. The white mist appeared.
(4) bending
When we produce tempered glass, if there is bending, it is usually solved by adjusting the wind pressure or adjusting the blowing distance, which is very effective and quick. However, some operators do not understand that the difference in temperature between the upper and lower parts will also cause the bending of the glass. Assuming that the blowing distance of the air grille section and the wind pressure is equal if the four corners of the glass are bent upwards, it means that the temperature of the lower part is too low. On the contrary, if the four corners of the glass are bent downward, it means that the temperature of the lower part is too high. If it is necessary to adjust the temperature to make the glass flat, it will not be solved in one or two furnaces, it will take several furnaces.
(5) spherical surface
This happens when making thin glass below 6 mm and the layout is relatively large. You can use the temperature adjustment function to increase the upper and lower temperatures in the middle longitudinal direction. Sometimes it is necessary to increase the temperature by about 30 degrees. (Increase from the second row on both sides of the longitudinal direction to the middle).
An excellent operator should understand that the relationship between temperature and optical performance is: high temperature, long heating time, high yield, but poor optical performance; conversely, low temperature, or short heating time, good optical performance, but low yield. Low. This requires us to carefully summarize and find the best effect.
The level of temperature has a great relationship with the particle size of tempered glass; under the condition of equal wind pressure, the particles are small when the temperature is high, and the particles are large when the temperature is low.
The operating skills of the tempering glass furnace: Part 2 The Cooling
Parameters related to cooling: rapid cooling air pressure, rapid cooling time, cooling air pressure, cooling time, delayed blowing time, fan waiting frequency, fan advance time, furnace speed, and other mechanical guarantees related to cooling: blowing distance of upper and lower air grilles, the height of the deflector of the air duct, and the flow adjustment bolt of the air inlet.
1. The wind pressure for quenching refers to the wind pressure required for glass tempering. The principle is that the thinner the glass, the greater the wind pressure, and the thicker the glass, the smaller the wind pressure. The air pressure of the NORTH GLASS tempering furnace is set by the computer to change the opening degree of the air inlet, and the value is a percentage. The unit of the inverter with the fan is to change the frequency of the fan through the computer to achieve the required wind pressure, and its value is also a percentage. The theoretical wind pressure required for a quenching glass of various thicknesses (Table 2 unit: Pa)
3mm 4mm 5mm 6mm 8mm 10mm 12mm 15mm 19mm
16000 8000 4000 2000 1000 500 300 200 200
Due to the differences in altitude, air density, ambient temperature, and direction of the winding path in various countries and regions, the required wind pressure is different from the values in Table 2, and adjustments must be made to meet the particle size requirements.
2. The rapid cooling time refers to the time required for glass tempering (Table 3 unit: second)
3mm 4mm 5mm 6mm 8mm 10mm 12mm 15mm 19mm
3-8 10-30 40-50 50-60 80-100 100-120 150-180 250-300 300-350
3. Cooling wind pressure and cooling time refer to the wind pressure required for cooling after the glass is quenched, and its function is only to cool the glass to the required temperature. The principle of its setting is that the cooling air pressure of thin glass should be lower than that of quenching wind, and the cooling wind pressure of thick glass should be greater than that of quenching wind.
(Table 4 unit: Pa)
3mm 4mm 5mm 6mm 8mm 10mm 12mm 15mm 19mm
1000 1000 1000 1000 1500 1500 2000 2000 2000
(Table 5 unit: second)
3mm 4mm 5mm 6mm 8mm 10mm 12mm 15mm 19mm
20 30 50 60 80 120 180 250 300
Since it is only for cooling the glass, the setting of cooling air pressure and cooling time is not strictly required, but it should be noted that if the glass self-explodes more, the rapidly cooling air pressure should be reduced. If the wind pressure is already low but there are still more self-explosions, except that the nickel sulfide content in the raw material is too high, then it is necessary to check whether the quenching time is too short. If there are multiple stations, there are generally special cooling sections for cooling. Time and cooling air pressure can be set without setting.
4. Lag-blowing time is a parameter set separately for bending glass. After the glass is out of the furnace, it cannot be blown immediately. It must wait until the glass is formed before blowing. It has a lot to do with the shape and particles of the glass. The lag time is long. When the glass is in the soft state, the reciprocating time in the air grille is long, and the arc will be good, but the glass will be damaged more and the particles will be poor. This requires an organic combination of these two parameters to find the best point.
5. The two parameters of a fan waiting frequency and fan advance time are for inverters with fans
The unit is set separately. When the glass is heated in the furnace, the fan does not need to run at high speed. The frequency can be set low, and the speed can be raised to the required level before the glass comes out of the furnace. The principle of setting is: the glass is thin and waits for the frequency It should be higher, and the waiting frequency should be lower if the glass is thicker. Generally, the waiting frequency is 10-15 Hz lower than the working frequency. The lead time of the fan is the time required to increase from the waiting frequency to the working frequency, about 15-20 seconds at 10 Hz. If the waiting frequency is set low, the fan advance time will be longer. If the waiting frequency is set high, the fan advance time can be shortened. Proper setting can save power consumption.
6. Baking speed is also a parameter closely related to cooling. Its role cannot be ignored, especially for type 5 equipment, to reduce the explosion, the general output speed is adjusted to 600.
7. The distance between the upper and lower air grids has a great relationship with the particle size and flatness of the glass. Under the condition of constant wind pressure, the closer the air grid distance is, the better the particles are. Generally, the bending of flat glass depends on Adjusting the distance of the wind grille to solve it. (Table 6 Unit: mm)
3mm 4mm 5mm 6mm 8mm 10mm 12mm 15mm 19mm
12mm 15mm 20mm 25mm 30mm 40mm 50mm 60mm 70mm
Due to the troublesome adjustment distance of the small curved steel grille, can be attributed to (Table 7 unit: mm)
3.2mm 3.5mm 4mm 5mm 6mm 8mm 10mm 12mm
15mm 15mm 15mm 20mm 20mm 30mm 30mm 30mm
Due to the different radii, if the distance is too close, the upper surface of the glass will be scratched by the air grille. You only need to increase the distance of the upper air grille.
8. The air duct deflector is a mechanism set in the center of the upper and lower air passages to adjust the wind pressure. Downward adjustment means the wind force above, and upward adjustment means the wind force below.
9. The air inlet flow adjustment bolt (it is installed on the cylinder rod of the air inlet butterfly valve) is used to adjust the air inlet flow. The work of the two fans should be equal. If there is a difference between the two fans, it can be adjusted by it. If one of them has high wind pressure and high current, just adjust the adjusting bolt of this one until the two are consistent.
10. Glass defects related to cooling and corrective methods
(1) bending
This is a common defect in making flat glass. As mentioned earlier, the temperature can also cause bending. Assuming that the temperature is balanced if the glass bends downward, it means that the upper part cools faster than the lower part during cooling. If the glass bends upward, It shows that the cooling rate of the lower part is faster than that of the upper part. Generally, the height of the air grille is raised when the glass is bent downward, and the height of the air grille is adjusted upward when it is bent upward.
(2) fried mouth
When making flat toughened large-format thick glass, the heating time of the glass is long enough, but when the blowing blows, the front end of the glass first begins to crack, and then it breaks or splits into two. This is due to the large layout and the slow speed of the furnace, resulting in inconsistent cooling of the front and back of the glass and shattering. Generally, it can be solved by speeding up the baking speed.
(3) self-explosion
The general self-explosion refers to the self-explosion of glass after a long period after it is tempered. Excessive cold air pressure, too short quenching time, and high cooling air pressure are also factors, which can be solved according to the specific situation, but attention should be paid to whether the glass particles meet the requirements.
How to set up the convection of tempering furnace
Operating steps
1. Connect the outlet of the solenoid valve to the inlet of the furnace body, connect the outlet of the furnace body to the inlet of the solenoid valve, and control the switch of the solenoid valve to realize the operation of the inlet and outlet of the furnace body;
2. Install an exhaust valve at the outlet of the furnace body to adjust the air intake of the furnace body to adjust the convection;
3. Install a convection hood in the furnace to change the air flow direction in the furnace and enhance the convection effect;
4. Install a fan in the furnace to change the direction of air flow in the furnace, using directional convection;
5. Install a temperature and humidity controller to control the temperature and humidity in the furnace body and improve convection.
Common problems and solutions of glass tempering furnace
1. Glass warping upwards (that is, the front and rear ends of the glass are warped up)
Cause: When the glass comes out of the heating furnace and enters the cooling section, the temperature of the upper surface of the glass is higher than that of the lower surface or the air pressure at the upper part of the cooling section is lower than that at the bottom.
Solution: If the air pressure balance is within the range of rapid cooling, the temperature at the bottom of the heating furnace should be increased. If the temperature setting of the heating furnace is correct, the blowing volume at the bottom can be increased or decreased to correct it.
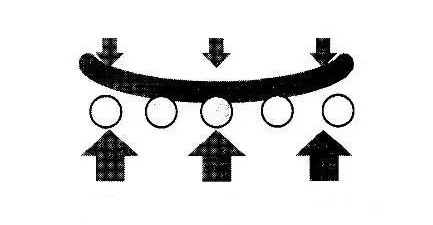 The bottom of the glass is overheated, causing it to warp upwards
The bottom of the glass is overheated, causing it to warp upwards2. The glass bows downwards (i.e. the middle part of the glass bulges upwards)
Cause: When the glass comes out of the tempering furnace and enters the cooling section, the temperature of the upper surface of the glass is lower than that of the lower surface or the air pressure in the upper part of the cooling section is higher than that of the lower part.
Solution: If the air pressure balance is within the range of rapid cooling, the temperature at the bottom of the heating furnace should be lowered. If the temperature setting of the heating furnace is correct, it can be corrected by reducing or increasing the blowing volume at the bottom.
3. The edge of the glass is warped up or down
Cause: The temperature in the middle of the glass is lower than the edge temperature
Solution: Increase the furnace temperature in the middle of the tempering furnace by changing the temperature attribute. By changing the heat balance pressure, adjust the air convection in the furnace to keep the glass straight and increase the heating time.
Daily inspection and maintenance of glass tempering furnace
2. Check the electric control cabinets of the glass tempering furnace.
3. Check whether the buttons and switches on the operation cabinets, stations and screen doors are in good condition and whether the installation is reliable.
4. Check whether the indicating instruments on the operation cabinets and screen doors of the operating console are in good condition and whether the indications are normal.
5. Check whether the indicator lights (including alarm bells) on the operation cabinets and screen doors of the operation console are in good condition and whether the indication is normal.
6. Check and test whether the functions of the emergency stop buttons are reliable.
7. Check whether the foot switch of the glass tempering furnace is sensitive and reliable.
8. Check and test whether all photoelectric switches and encoders of the glass tempering furnace are loose or misplaced, and whether the working signals are normal.
9. Check whether the ventilation and cooling fan in the control cabinet is working normally.
The manual maintenance of glass tempering furnace
1. It is best to use a special plane and a dedicated person. Many people use one machine, which is not conducive to the use and maintenance of the machine.
2. Prevention in advance, regular daily inspection, and real control of equipment usage.
3. During the use of mechanical equipment, its parts will gradually wear, deform, or even be destroyed, and parts will need to be replaced. It is best to have professional maintenance because, during the maintenance process, it is necessary to refuel, maintain and debug the machine. Professionals can save time and increase work efficiency, thereby increasing the availability of used glass machinery.
4. Another point is to refuel. The quality and service life of machines that are refueled frequently are much better than those that are not maintained frequently.
Of course, daily inspection and maintenance are also very important. If there is any problem with any link, serious accidents may occur.
Precautions and requirements for glass tempering furnace operation safety
1. It is not allowed to switch the working mode of the glass tempering furnace during the production process, otherwise it will lead to the error of the working logic, the loss of the state of the glass, and the glass will not be fired in the furnace continuously.
2. In multi-station, glass with a large length difference cannot be used for work, which will cause confusion in the position of the glass in the second-hand tempering furnace, resulting in excessive fluctuations in the position of the furnace.
3. When the glass tempering furnace is overhauled, the equipment should be transferred to the system standby mode, so that some actions of the equipment can be controlled manually, but the system will not automatically run the production process.
4. During the maintenance of the glass tempering furnace system, it is necessary to do a good job of safety protection. If necessary, the emergency stop button can be pressed and the power supply can be cut off.


